05/06/2017
At arbejde med en CNC-fræser åbner en verden af kreativitet og præcision for enhver træarbejder. Men mange, især begyndere, støder hurtigt på frustrerende problemer: brændemærker på kanterne af hårdttræ, en ru og flosset overflade på krydsfiner, eller endda fræsere, der knækker midt i et projekt. Hemmeligheden bag at undgå disse problemer og opnå professionelle resultater ligger i at forstå og mestre to fundamentale parametre: spindelhastighed og tilspændingshastighed. Disse to faktorer, ofte blot kaldet "hastigheder og tilspænding" (feeds and speeds), er hjertet i enhver succesfuld CNC-operation. Denne guide vil føre dig gennem alt, hvad du behøver at vide for at forvandle dine CNC-projekter fra frustrerende til fantastiske.
Hvad er Hastigheder og Tilspænding?
Før vi dykker ned i de mere komplekse detaljer, lad os definere de to kernebegreber. De er de vigtigste skæreparametre, du vil indstille for ethvert job på din CNC-fræser.
- Hastigheder (Speeds): Dette refererer til spindelhastigheden, målt i omdrejninger pr. minut (RPM). Det er simpelthen, hvor hurtigt dit skæreværktøj (fræseren) roterer. Spindelhastigheden er afgørende for at generere den korrekte skærehastighed og har en enorm indflydelse på varmeudvikling og værktøjets levetid.
- Tilspænding (Feeds): Dette refererer til tilspændingshastigheden, altså hvor hurtigt maskinen bevæger fræseren gennem materialet. Den måles typisk i millimeter pr. minut (mm/min) eller tommer pr. minut (IPM). Tilspændingen bestemmer, hvor stor en "bid" hvert skær på fræseren tager, og påvirker direkte både materialefjernelseshastigheden og kvaliteten af den færdige overflade.
At finde den rette balance mellem disse to er nøglen. En forkert kombination kan føre til dårlige resultater, mens den rigtige balance vil give dig længere værktøjslevetid, hurtigere bearbejdningstider og en smuk overfladefinish.
Find det Gyldne Snit: Balancen er Altafgørende
Man kan fristes til at tro, at man bare kan køre super langsomt for at være på den sikre side. Bare sæt spindelhastigheden og tilspændingen helt i bund, så knækker intet, vel? Desværre er det ikke så simpelt. Der findes et "gyldent snit" eller et optimalt arbejdsområde for enhver skæreoperation, og at bevæge sig uden for dette område – både for hurtigt og for langsomt – kan skabe problemer.
Forestil dig et diagram, hvor den ene akse er spindelhastighed (RPM) og den anden er tilspændingshastighed. Inden for dette diagram findes forskellige zoner:
- Farezone 1: For Høj Tilspænding. Hvis du skubber fræseren for hurtigt frem i forhold til dens rotationshastighed, tvinger du hvert skær til at tage en alt for stor bid af materialet. Dette skaber enorme kræfter, som kan føre til vibrationer, dårlig finish og i værste fald et knækket værktøj.
- Farezone 2: For Høj Spindelhastighed. Hvis din spindel roterer for hurtigt i forhold til, hvor hurtigt du bevæger dig fremad, vil fræserens skær gnide mere mod materialet, end den skærer. Denne friktion skaber intens varme, som kan brænde træet og overophede fræseren, hvilket får den til at miste sin skarphed ekstremt hurtigt. Dette er den mest almindelige årsag til brændemærker.
- Farezone 3: For Lav Tilspænding. Dette er den fælde, mange falder i. At køre med for lav tilspænding er lige så skadeligt som at køre for hurtigt. Når tilspændingen er for lav, skærer værktøjet ikke effektive spåner. I stedet opstår der gnidning, hvor værktøjet polerer og gnider mod overfladen. Dette skaber også ekstrem varme, slider unødigt på værktøjet og kan give en dårlig overflade.
Det gyldne snit er der, hvor du opnår en balance. Inden for dette optimale område kan du justere parametrene for at prioritere forskellige resultater:
- Maksimal materialefjernelse: Høj, men balanceret, spindel- og tilspændingshastighed for at fjerne materiale hurtigst muligt, typisk under skrubfræsning.
- Bedste overfladefinish: Ofte en lidt højere spindelhastighed kombineret med en moderat tilspænding. Dette resulterer i mindre spåner pr. skær, hvilket giver en glattere overflade.
- Længst værktøjslevetid: En mere konservativ tilgang, hvor både hastighed og tilspænding reduceres en smule fra det maksimale for at mindske varme og slitage.
Grundbegreberne: Skærehastighed og Spåntykkelse
For virkelig at mestre dette, må vi se på to mere tekniske, men afgørende, begreber: skærehastighed og spåntykkelse (chip load).
Skærehastighed (Surface Speed)
Skærehastighed (ofte angivet i meter pr. minut) er den faktiske hastighed, hvormed skærekanten bevæger sig gennem materialet. Den er en funktion af både spindelhastighed (RPM) og fræserens diameter. En stor fræser ved 10.000 RPM har en meget højere skærehastighed ved sin yderkant end en lille fræser ved samme RPM. Forskellige materialer trives ved forskellige skærehastigheder. Hårdttræ som eg kræver typisk en anden skærehastighed end blødt MDF for at undgå varmeudvikling. Værktøjsproducenter giver ofte anbefalinger til skærehastighed for deres værktøjer i forskellige materialer.
Spåntykkelse (Chip Load)
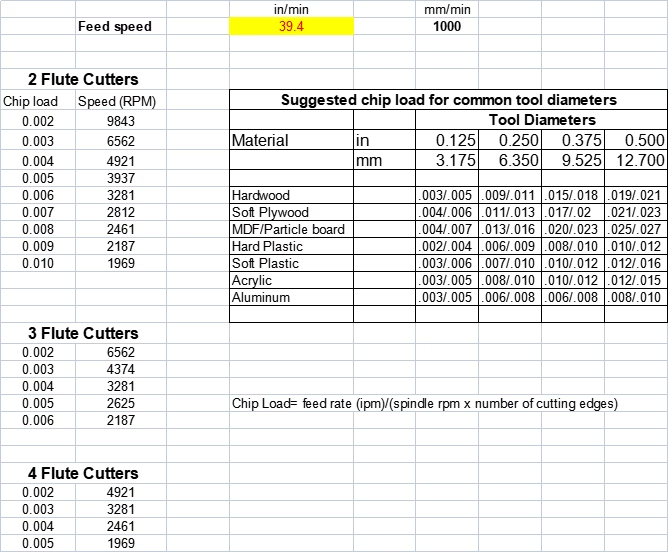
Dette er måske det vigtigste koncept at forstå. Spåntykkelse er den faktiske tykkelse af den spån, som hvert enkelt skær på din fræser fjerner pr. omdrejning. Det er et mål for, hvor hårdt dit værktøj arbejder. En for stor spåntykkelse overbelaster værktøjet, mens en for lille spåntykkelse fører til gnidning.
Spåntykkelsen beregnes ud fra: Tilspændingshastighed / (RPM * Antal skær).
En fræser med 2 skær skal have en lavere tilspænding end en fræser med 4 skær for at opnå den samme spåntykkelse ved samme RPM. I træbearbejdning ser man ofte fræsere med 1, 2 eller 3 skær. Færre skær giver mere plads til spånafgang, hvilket er vigtigt i materialer som blødt træ eller MDF, der producerer store spåner. Flere skær kan give en finere finish, men kræver omhyggelig spånkontrol for at undgå tilstopning.
Undgå de Avancerede Fælder
Når du har styr på det grundlæggende, er der to mere avancerede fænomener, som kan have stor indflydelse på dine resultater, især når du laver finere arbejde.
Gnidning: Når du er for forsigtig
Som nævnt er gnidning (rubbing) resultatet af en for lav spåntykkelse. Hver skærekant har en mikroskopisk radius – den er ikke uendeligt skarp. Hvis den spån, du forsøger at skære, er tyndere end denne radius, vil kanten ikke skære rent. I stedet vil den pløje gennem materialet, deformere det og skabe varme gennem friktion. Det er ironisk, at i et forsøg på at være forsigtig med en meget let og langsom pasning, kan du gøre mere skade på dit værktøj end ved en mere aggressiv, men korrekt, skæring.
Radial Spånfortynding
Dette er et fænomen, som selv erfarne brugere kan overse. De grundlæggende formler for spåntykkelse antager, at fræseren er fuldt engageret i materialet (f.eks. ved fræsning af en slids, der er lige så bred som fræseren). Men hvad sker der, når du kun laver en let kantfræsning, hvor kun 10% af fræserens diameter er i indgreb med materialet?
I dette tilfælde bliver den faktiske spån, der dannes, meget tyndere end den beregnede spåntykkelse. Dette kaldes spånfortynding. Hvis du ikke kompenserer for dette, vil din reelle spåntykkelse være alt for lav, hvilket fører direkte til gnidning. For at kompensere for spånfortynding skal du øge din tilspændingshastighed markant ved lave radiale indgreb. Moderne CNC-kalkulatorer tager automatisk højde for dette, men det er vigtigt at forstå princippet: lette kantfræsninger kræver en meget højere tilspænding end fulde slidser for at opretholde en sund spåntykkelse.
Værktøjer og Tabeller
Hvordan finder man så de rigtige værdier? Der er flere metoder:
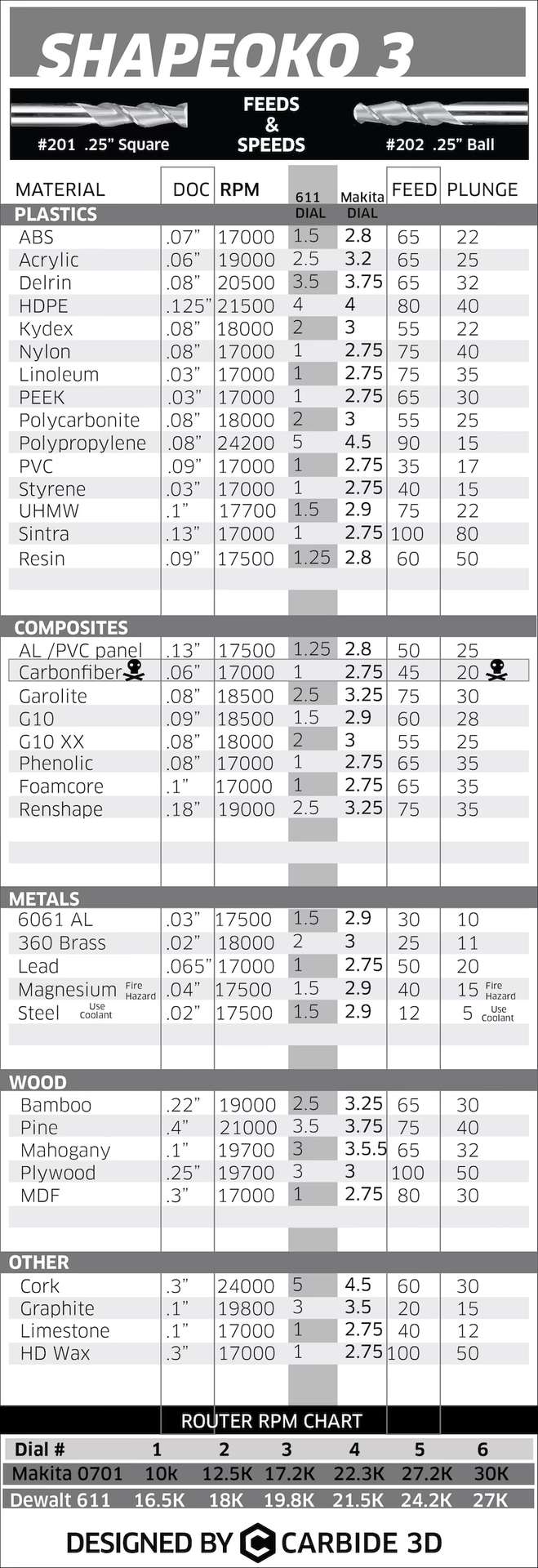
- Producentens Anbefalinger: De fleste producenter af kvalitetsfræsere leverer tabeller med startværdier for spåntykkelse og skærehastighed for deres værktøjer i forskellige materialer. Dette er det absolut bedste udgangspunkt.
- Online Kalkulatorer: Der findes mange specialiserede kalkulatorer (både gratis og betalte), som kan beregne de optimale værdier for dig. De tager højde for værktøjstype, materiale, maskinens stivhed og avancerede fænomener som spånfortynding.
- Erfaring: Over tid vil du udvikle en fornemmelse for, hvordan din maskine lyder og opfører sig. Lyt efter en jævn, skærende lyd. En skrigende, højfrekvent lyd indikerer ofte gnidning (for langsom tilspænding). En rumlende, anstrengt lyd indikerer overbelastning (for hurtig tilspænding).
Eksempel på Startværdier
Nedenstående tabel er kun vejledende og skal altid tilpasses din specifikke maskine, dit værktøj og den præcise materialetype. Værdierne er typiske spåntykkelser pr. skær (chip load) for en 6mm solid hårdmetalfræser.
| Materiale | Anbefalet Spåntykkelse (mm/skær) | Kommentarer |
|---|---|---|
| MDF | 0.25 - 0.40 mm | Producerer fint støv. Kræver god spånudsugning. Højere hastigheder er mulige. |
| Krydsfiner (Birk) | 0.20 - 0.35 mm | Brug kompressions- eller nedadgående spiralfræser for at undgå splintning af topfineren. |
| Blødt Træ (Fyr) | 0.30 - 0.50 mm | Let at bearbejde, men kan flosse. Skarpt værktøj er essentielt. |
| Hårdt Træ (Eg, Bøg) | 0.20 - 0.30 mm | Tendens til at brænde ved for lav tilspænding. Kræver en stiv maskine. |
| Akryl / Plast | 0.15 - 0.25 mm | Kan smelte ved for høj RPM. Kræver ofte lavere spindelhastighed og god spånkøling/fjernelse. |
Ofte Stillede Spørgsmål (FAQ)
Hvorfor får jeg brændemærker på mit træ?
Dette er næsten altid et resultat af for meget varme. De mest almindelige årsager er: 1) For høj spindelhastighed (RPM) i forhold til tilspændingen. 2) For lav tilspændingshastighed, hvilket forårsager gnidning. 3) En sløv fræser, som skaber mere friktion end skæring. Prøv at øge din tilspænding eller sænke din RPM.
Min fræser knækker hele tiden. Hvad gør jeg forkert?
Et knækket værktøj skyldes typisk for stor belastning. De primære årsager er: 1) For høj tilspændingshastighed for den givne spindelhastighed (for stor spåntykkelse). 2) For stor skæredybde i én arbejdsgang. 3) Dårlig spånafgang, hvor spåner pakker sig i slidsen og blokerer for fræseren. Reducer din tilspænding eller din skæredybde pr. pas.
Hvordan ved jeg, om min tilspænding er for langsom?
Lyt til din maskine. En sund skæreproces har en konstant, sprød lyd af spåner, der bliver fjernet. Hvis du hører en højfrekvent, skrigende eller pibende lyd, er det et tegn på, at fræseren gnider i stedet for at skære. Se også på spånerne: Du bør producere små, tydelige spåner, ikke fint pulver eller støv (undtagen i MDF). Fint støv i massivt træ er et tegn på gnidning.
Skal jeg altid bruge producentens anbefalede hastigheder?
Producentens data er det bedste udgangspunkt. Men husk, at de er baseret på ideelle forhold med industrielle, stive maskiner. Du skal muligvis justere dem – ofte lidt nedad – for at passe til din specifikke hobby- eller semiprofessionelle CNC-fræser. Start konservativt (f.eks. med 75% af den anbefalede tilspænding) og arbejd dig langsomt op, mens du lytter og observerer resultatet.
Hvis du vil læse andre artikler, der ligner Mestr din CNC: Guide til Hastigheder og Tilspænding, kan du besøge kategorien Træ.